

Автоматизация линии дозирования жидкостей с функциями объёмного и весового контроля
Автоматизация линии дозирования жидкостей с функциями объёмного и весового контроля
Применение программируемого контроллера Delta DVP-SX2 позволяет обеспечить объёмный и весовой контроль жидких продуктов (с том числе и вязких) при их расфасовке
Для розлива жидких продуктов в тару широко используются специализированные устройства — дозаторы. Большинство из них отмеряет количество наливаемой жидкости по её весу или объёму, причём каждый из методов имеет свои преимущества и недостатки.
При розливе маловязких жидкостей, таких как минеральная вода, молоко, чай, кофе, разбавленный сок, ароматизаторы и др. применяется преимущественно объёмное дозирование. Для фасовки же вязких или густых продуктов, таких как джем, йогурт, арахисовое масло, мороженое, жир, шоколадная паста и т.д., используется весовое дозирование.
К современному фасующему оборудованию предъявляются достаточно высокие требования в отношении производительности, точности дозирования и безопасности. Обеспечить все эти требования позволяет применение современных средств автоматизации. Например, программируемый контроллер Delta серии DVP-SX2 позволяет управлять подачей и позиционированием тары и контролировать уровень ее наполнения, обеспечивая необходимую производительность линии розлива.
Контроллер DVP-SX2
Процесс фасовки жидких продуктов состоит из ряда отдельных операций, каждой из которых управляет ПЛК DVP-SX2. Этот контроллер имеет большой набор функций, включая аналоговое управление двумя преобразователями частоты, встроенные входы/выходы и счетчики, что позволяет с его помощью реализовывать различные способы фасовки жидкой продукции и перемещения тары.
Основные характеристики DVP-SX2:
входы/выходы ЦПУ: 8DI/6DO, 4AI/2AO
возможность расширения до 494 входов/выходов (14 + 2 шины расширения)
высокоскоростные импульсные выходы:
• 2 канала до 100кГц,
• канала до 10кГц
Память: программа - 16К шагов, регистры данных - 10К слов
Высокая скорость обработки инструкций:
• базовая (LD) - 0,35-1мкс
• прикладная (MOV) - 3,4мкс
8 каналов высокоскоростного счета и внешних прерываний:
• 2 канала по 100 кГц,
• 6 каналов по 10 кГц;
две шины для модулей ввода/вывода: правосторонняя и левосторонняя
аналоговое управление 2-мя преобразователями частоты
поддержка 2-осевой линейной и дуговой интерполяции
встроенный ПИД-регулятор.
Модульная конструкция контроллера DVP-SX2 дает возможность гибко наращивать и модернизировать систему управления. Для производственных линий с малым числом точек управления достаточно будет использовать один модуль ЦПУ. С увеличением точек управления контроллер легко расширяется путем установки дополнительных модулей ввода/вывода и функциональных модулей.

Контроллер DVP-SX2 имеет широкий набор функций, включая аналоговое управление двумя преобразователями частоты
Управление линией дозирования жидкостей с функциями объёмного и весового контроля
Один из 12-разрядных аналоговых выходов контроллера DVP-SX2 используется для управления приводом подающего конвейера, двигателем которого в свою очередь управляет ПЧ Delta серии VFD-E. Задача подающего конвейера — обеспечить заполнение ленты конвейера дозирующей машины пустой тарой. Подачу тары на позицию наполнения можно реализовать также с помощью пневмоцилиндра, управление которым легко реализуется в DVP-SX2, используя его релейный выход. Контроль состояния узлов и агрегатов линии дозирования и оперативное управление процессом реализованы на базе сенсорной панели оператора Delta серии DOP-100.
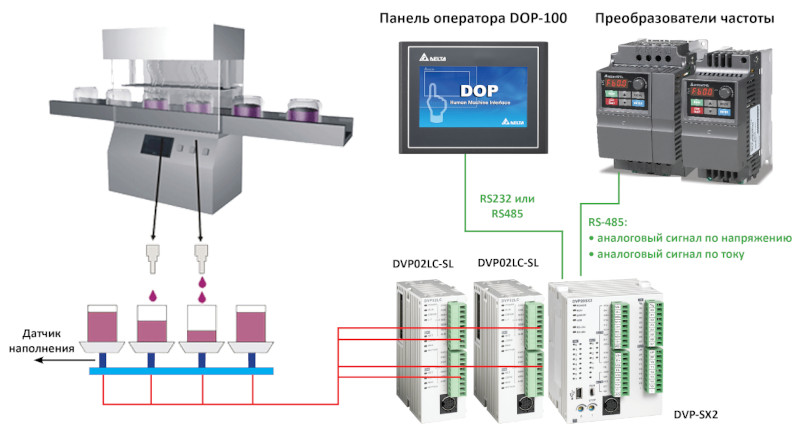
Блок-схема линии дозирования жидких продуктов с функциями весового и объемного контроля, построенная на базе ПЛК Delta DVP-SX2 и ПЧ Delta VFD-E
После подачи тары в зону наполнения контроллер открывает клапан дозатора. При использовании объемного метода контроля клапан открывается на строго определенный промежуток времени, которое рассчитывается в зависимости от объема тары, давления в системе налива продукта и других параметров, влияющих на скорость налива. Для организации весового контроля в процессе наполнения тары применяются тензодатчики, которые передают свои показания в контроллер через модуль DVP02LC-SL.
Если в процессе налива требуется контролировать (или регулировать) температуру продукта, то к контроллеру добавляется температурный модуль серии Delta DVP04. Конкретная модель подбирается в зависимости от используемых термодатчиков. Встроенный в контроллер ПИД-регулятор позволит в этом случае отрегулировать температуру продукта в соответствие с технологической картой, управляя агрегатом нагрева/охлаждения.
После наполнения тары производится ее перемещение далее на участок групповой упаковки. Здесь контроль целостности тары и других ее характеристики, нанесение и считывание маркировки (включая коды Data Matrix для подлежащей обязательной маркировке продукции) прямо на упаковочной линии эффективнее всего организовать с помощью систем машинного зрения Delta. Подробнее о том, как реализовать такой контроль, читайте в статьях на нашем сайте.








